Maybe against the better scientifical judgement displayed within this thread, but i am 100% with you on this.
I have been to enough factories and spoken to enough manufacturers within my role to be certain that the variance in chassis spec within a given model (EG: CRG KT2 frame A/B/C/D…) is down to the treatment that the tube receives and the variance in wall thickness employed for a given tube.
During International events, each driver has to submit 2 frames to scrutineering to be registered for the duration of the event. This process happens on Thursday evening. Most drivers will go through at least 4 different chassis during Thursday to select the 2 that “most fit them” and the conditions. A common mix is having a chassis that is easier on tire usage but lacks a tenth in terms of ultimate lap time, and the other that is more agressive in the way it works the tires but is slightly faster. You juggle bettween the two throughout the Event depending on how things play out. All of this notwisthading the amount of private testing that goes on prior to the start of the Event itself, where a myriad of solutions are ussualy tested (and where most of the “race department” chassis you see being sold around come from. They are sometimes the discarted solutions from these tests).
If there was no variance in performance and behavior, no one would waste their time bringing 4 different frames to an event in the name of placebo…
But you are ignoring the possibility of accidental variance in this statement. No weld, cut, bend, etc is perfectly repeatable. They could simply be ‘blueprinting’, no different than what happens with a carb or an engine. Take a bunch of nominally identical chassis and you will find some variation within tolerance of every single parameter. Once all those tolerances stack up, you get something a pro can notice.
Now, we get to one aspect I’ve intentionally avoided due to lacking insight. The Heat Affected Zone. We’ve talked about how the flex is not a function of heat treat, and I stand by this when looking at the elastic moduli. HOWEVER, the chassis is an assembly, not a single component. When you weld, you can introduce residual stresses that act like preload. Some metals are less sensitive than others, and I do not deal with any of this professionally, so I cannot really say much about how steels like 4xxx respond. I do wonder, though, if this preload is tunable through post-treatment if it applies. Perhaps you can control this preload and therefore the effective stiffness through heat treatment even though you aren’t changing the moduli themselves…
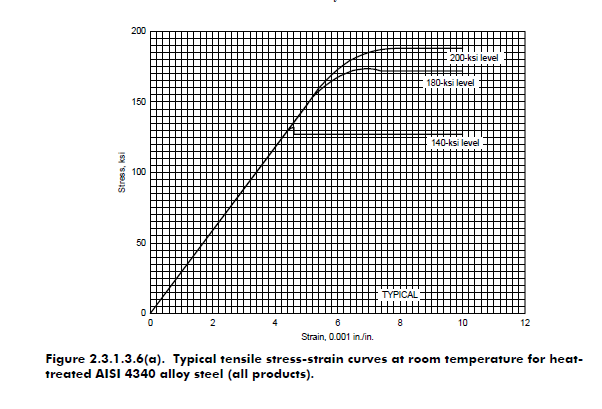
Here’s a screenshot from MIL-HDBK-5J. This document has been superseded by MMPDS which has restricted distribution, but 5J has no restrictions. It can be found here. The structure of the document is a bit annoying at first, but it is very useful for getting minimum properties for a lot of metals.
I missed the second part of this line the first time. So they do admit to varying tube thickness? That’s exactly what us engineers in this thread have been saying, so we are all on the same page here. Regarding the other part - “treatment the tube receives” - moving the yield point up is still useful. A chassis that resists taking a permanent set will be a chassis that is more reliable and more consistent.
Last point - are you familiar with the expression “Red Herring”? It is an intentional decoy. When manufacturers list all that goes into their process, it is not unheard of to throw in extra variables just to slow down competitors trying to steal “the secret sauce”. So when a maker says “Chassis A, B, and C have different handling and different heat treatments”, they want you to think these two points are related. In reality, A, B, and C may also have different budgets that dictate different heat treatments as well as different diameters that dictate different handling. See now how the maker is not lying about the heat treatments and handling being different but they’ve led you to believe heat treatment changes the handling.
As manufacturer we can have 1.8 and 2.00 mm tickness.
Tube for racing can be :
TH
BK+S
NBK
Heat treatment plays a big role as welding (it’s only matter of cost for a manufacturer).
Everything is available to everyone now days.
If you sell 5000 chassis x year , you must have a standard tube for “commercial” purpose.
For racing (reparto corse) you most likely going to use a tube dedicated for that specific race, and it’s not gonna last long.
What’s the tolerance on the thickness? This is towards my ‘blueprinting’ comment. You could potentially have a 1.79mm chassis and a 1.81mm chassis both advertised as 1.8.
Is diameter also restricted or is it open?
Welding, I assume, is also fairly open in that different techniques can have slightly wider or narrower welds.
I understand your reasoning, but to be clear : Frames B/C/D do not technically exist to the general public and are not for comercial resale (We have a concreet example with TJ’s current situation with BestKart.) They solely exist for the racing department and are used for “profesional” aplications.
The question still stands though: If treatment does not varry the steel’s handling performance, why do it in the first place? Why not just default to making un-treated tubes with a smaller wall thickness? Again, from what has been explained to me by people that make chassis, the combination of treatment and wall thickness always goes hand in hand depending on what you want to achieve.
To further expand on the above: These frames do find their way into the hands of the mere mortals because they were a “failed” experiment or because the manuf. has an E frame that’s a step ahead of the others and can afford to put the others in circulation.
In any case, the probability of the random karter (and even random team) being aware that what they have is a CRG KT2 MOD C frame is small, unless you know someone within the manufacturer’s team that can cross check the chassis number for you.
This is why all manuf. have a standard chassis that is purchasable by everyone, so that they can avoid a situation in which the wider public receives products that don’t behave the same.
Ciao Simone,
Treatment does vary the performances of the tube.
Power surges, intensity,voltage and amperage are super important as the tube might be affected and if it is, it will not respond as desired.
The “right” chassis often goes to satellite team and from there you do not know what’s gonna happen.
Unfortunately is just matter of bloody money nowdays.
Caleb and Thomas are on point TJ. As an old washed up Mechanical Engineer that has succumbed to management I have enjoyed following their explanation.
Simple terms:
Bigger tube + thinner wall = lighter but higher localized stress
Smaller tube + thicker wall = heavier but lower localized stress
High localized stress = greater chance to take permanent bend
Heat treatment processes can change the stress the steel can handle before permanent deformation and give a bigger window to play tube diameter and thickness games, but it is costly.
End result is that mass produced karts are running in a region where the line just might be crossed for permanent bending. This is due to maximizing tube diameter + minimizing wall thickness + no heat treatment => maximum performance at lowest production cost.
I tried to use as few engineering words as possible for anyone else reading this. Hope it helps.
Very nice to have a brand representative present amongst us
Yes, i am in agreement with the understanding that treatment does indeed influence the performance of the tube and as such dictates the decisions taken by people like yourself in the construction of chassis, depending on the requied aplications.
I’m actually not disagreeing with any of this! I think I was basically on the same page here except for the part about heat treating. But I am just going by what the manufacturers are saying and what I’m feeling.
We have talked before on here about how a 32mm kart from manufacturer A could be softer than a 30mm kart from manufacturer B. And knowing most chassis are made of a combination of 30 and 32mm tubes as well as different wall thickness… there are so many variables that go into how the frame flexes.
I still want to know why these karts that I’m given that are “identical except for the treatment of the steel” feel drastically different on-track. No one seems to be able to explain that to me yet, except for telling me its in my head. Or that I’m being misled.
If you read through Thomas and Caleb’s discussion they very much state that heat treatment affect the allowable yield stress of the tube, which then allows adjustments of tube wall and/or diameter. The tube wall and/or diameter changes the overall density per foot and the Area Moment of Inertia (“I” that Thomas discussed) of the tube changes. This effects the overall weight of a kart and how the tubes respond to bending loads.
So yeah heat treatment is a factor. But I can just about assure you that isn’t a factor in our mass produced karts we race. Its a costly process.
there are so many variances in the manufacturing process.
You can have a batch of tubes from the supplier that have been cut at the begin or at the end of the manufacturing process and their “return” will be different from a batch of tubes cut in the middle.
All the manufacturers in the kart enviroment have the same issue. That is why we are testing same material (on paper) and at the end we chose only few chassis out of them. If you think at engines, on a batch of 100 motors only 10-15 will be selected for “factory team” - the others go into the mass market.
exactly - everything goes down to money.
A big manufacturing company cannot afford to have 5-6 different type of chassis in stock.
They need 1 that goes into the mass market and 4-5 to the factory team.
Small company like us and other competitorrs can be more flexible based on the customer request, with pros and cons
Its about how the heat treatment allows the geometry to be manipulated.
The actual Modulus of Elasticity (E) doesn’t change measurably with heat treatment. So how “springy” 2 identical geometries of identical grade steel feel won’t change with heat treatment changes, with one glaring caveat: If the bending loads are producing stresses at or above yield of the material then you will most definitely feel a difference between heat treats because it moves the yield point! Otherwise I would bank on it that there is one or more of the myriad of geometry adjustments (tube placement, waist width, bend/shape, wall thickness, diameters) being made as a result of the increase in material yield stress from heat treating, not a change from heat treating alone.
Its all down to the same factor as my original post. TIG isn’t done because of production time/cost impacts. Frames crack due to loads exceeding yield in the HAZ adjacent to the weld. That tells you how close to the margins these karts are being mass produced. It also tells you only special chassis are heat treated if they are using MIG over TIG with such tight design margins.
Engineers are some of the most literal people you’ll ever meet, right up there with lawyers. I’ve noticed that you omitted the word “heat” and only said “treatment”. Well, treatment is an incredibly broad term when you omit the word “heat” and includes processes like alloying. Was that intentional?