Got the crank and cylinder back. Cylinder hone to fit new 52.20 piston ($25). New rod bearing installed on trued-up crank ($40). Started rebuild.

New seals installed. Used Threebond 1184 for the case.

New .020" base gasket and cylinder installed. Ready for cylinder head. Carb cleaned and rebuilt. Pop-off set to 10psi @ .040" fulcrum height without gasket. I used my dial caliper as a depth gauge across a straight edge when setting the fulcrum height. Once the caliper contacted arm and released pop pressure, measurement was recorded. This worked great!
1 Like
Thanks for documenting this and sharing it.
Was the rod checked for true and ovality?
1 Like
Combustion chamber cleaned up very nice, no pitting from detonation.


After cleaning chamber I found that the S/P hole was helicoiled. Interesting that the heli depth is only .435" of the available .680" of overall thread depth. I think heat transfer would suffer from this lessened thread engagement. Also, looks like heli threads are getting old. Wonder if a second up-size heli is available? Something for doing a Heli a second time?
Notice thread condition…




Yes, rod was check. And crank was trued on centers.
1 Like
Also, after I complete the assemble I’ll have the same engine builder run break-in and dyno pull.
I’ll share that too.
Thread repair inserts are out there.
1 Like
Great progress, I’m putting my backup KT100 together this week so going through much of this myself.
Timeserts are a MUCH better solution than helicoil, I wouldn’t hesitate to use them. I installed timeserts in the aluminum wheel uprights on my GT3 where the radial mount calipers mount because it’s a know weak point that can strip out easily. They have been in there for 4 years now and are holding up great.
Thanks and Andy. Check out this video link I posted.
I’m going to call the engine builder today and get he’s thoughts on this today. I can do the machine work myself in a mill at work. Pretty straight forward job, plunge mill out the old heli, drill and tap M18 x 1.5. Spotface & countersink for washer surface of insert. Use 266 loctite, good to go.
Only concern is if the installation tool is really needed for installing insert, if it’s tri-lobed to expand the bottom portion of the insert.
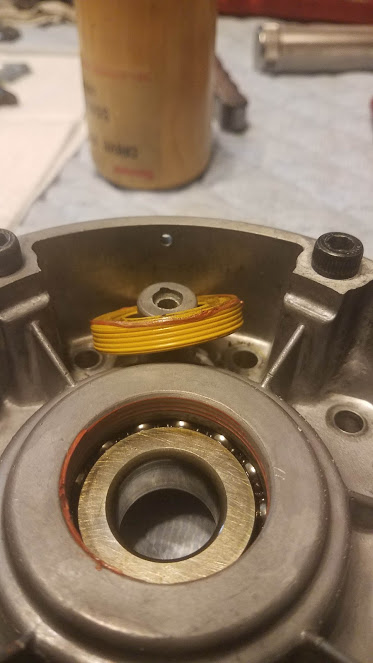
This is the old crank pin bearing and thrust washers.

The old seals had grooves around the O.D. I like that idea with RTV. They also had the tension springs removed, probably to reduce drag.
Everything looked good during disassembly. No red flags.
A name drop to Scott at Two Cycle Technology for the crank, cylinder work and parts.
I’ll report back with more, either dyno or head work (ordered Big-Sert inserts).
Wow, this is 5 years old. I have 2 KT100s sitting around and collecting dust. Going to do open them up and see if they need something new. Thanks, Dan for the info. I wonder if Two Cycle Tech is still working. Going to hit them up to truen my crank.
1 Like